 Mon-Fri 9:00AM – 6:00PM (MSK)
Mon-Fri 9:00AM – 6:00PM (MSK)

Main page › Implementations › Industrial machine vision › Quality control of laminate flooring panels’ edge painting
Quality control of laminate flooring panels’ edge painting
VISCONT system was successfully commissioned in the production of laminate floor coverings in order to control the quality of panel edge painting.
Mallenom Systems’ partner SINTO implemented this project. SINTO is one of the leading system integrators in Russia. They supplied network, server and switching equipment and integrated the VISCONT system into the customer's IT infrastructure.
VISCONT system is a hardware-software complex that sequentially controls the laminate edge in two zones on the conveyor (for the long and short sides).
VISCONT makes it possible to perform the quality control of the laminate panels’ edge painting for different surface structures and colors.
The system is installed on an existing line with a capacity of about 200 m/min, which is more than 140 laminate panels per minute.
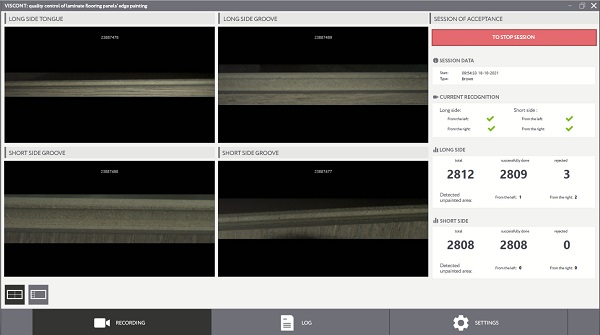
AWS of system operator
Automated workstation (AWS in short) of system operator is used to manage the control process. It enables to:
- start/stop the control process
- view information about the progress of the analysis
- view a log with the results of the analysis, including viewing images of defective panels
- generate a report based on the results of the analysis
- perform system configuration
System operation description
- VISCONT AWS operator selects the type of product according to the color and structure of the laminate panel’s surface and starts the session
- When the laminate panel moves along the conveyor, the cameras form images of the edges of the tongue and groove for the long and short sides of the board
- VISCONT performs edge image analysis using specialized video analytics algorithms. When it detects unpainted surface area that exceeds set threshold value, the panel is considered defective
- AWS of system’s operator displays the quality control results of painting the edges on all sides for each laminate panel
- If a defect is detected on at least one of the four sides of the panel, the system issues a signal to reject such panel. The data on rejection can be transferred to the automatic control system of technological process on demand.
Additional system’s capabilities
In the case when the new types of products (with new structures and/or colors) are introduced, the operator can independently train the system to analyze these types of products. It is also possible to retrain the system for already added types of products.